
Novolen PP Technology
Novolen® PP technology uses in the central part of the process one or two Novolen ComPPact® polymerization reactor(s) operating in the gas phase with a vertical helical agitator moving the polymer powder around, while liquid monomer is injected into the reactor to remove the exothermic polymerization heat by instant evaporation of the liquid monomer.
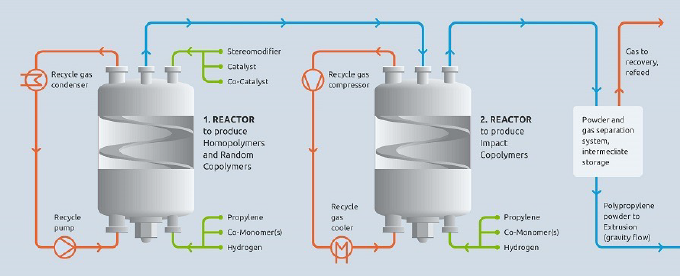
Homopolymers and random copolymers can be manufactured in a single reactor, while to produce impact copolymers two reactors in series are required. For the latter, a porous homopolymer matrix is developed in the first reactor and the ethylene/propylene rubber phase is created within the homopolymer matrix in the second reactor.
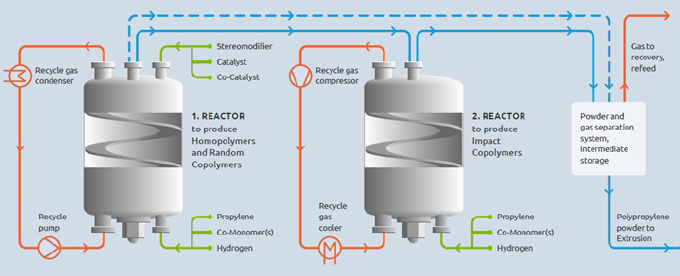
For the two-reactor plant set-up, the reactors are identical, and a flexible configuration (VRC® technology configuration) can be applied where the reactors are operated either in series (for ICP production) or in parallel (maximized throughput for HP, RCP, tRCP). This is attractive for plants with a low or modest share of impact copolymers in the product range produced, leading to lower investment costs by minimizing the reactor sizing.
Features and Benefits
Lowest CAPEX
- No catalyst pre-polymerization required
- Compact reactor system, using full condensing mode cooling
- Simple and efficient product discharge and monomer recovery system
- No solids blow-down system required
Lowest OPEX
- Low net monomer consumption by effective monomer recovery
- Lowest energy consumption equals low equivalent CO2 emissions
- Cost-efficient high-yield catalysts
Excellent operability and reliability
- Process simplicity (but full product capability)
- Clean cool loop
- Quick (re)starts after quick and controlled shutdowns
- Swift product grade transitions due to lowest reactor system monomer hold-up
- 60+ years of experience
Additional Advantages
- Good safety track record, no major incidents
- Short and easy turn-around maintenance
- Leading world-scale design capacity with greater than 600 kta available
- Single plant design for integrated large plants with two lines
- Integration opportunities with Lummus Technology’s upstream monomer technologies
Simplified Novolen Process Schemes
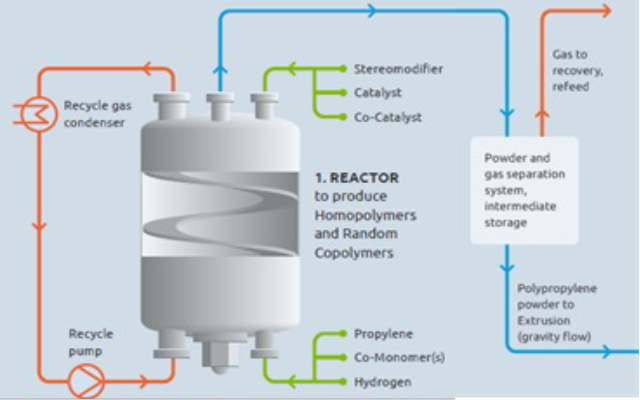
Single reactor configuration (HP, RCP, tRCP)
Cascade Configuration (HP, RCP, tRCP, ICP)
VRC® Configuration (HP, RCP, tRCP, ICP)
Propylene, ethylene and any other required comonomers are fed into the reactor(s). Hydrogen is added to control the molecular weight. Polymerization conditions (e.g., temperature, pressure and reactant concentrations) are controlled at target levels depending on the polymer grade to be produced. A catalyst (consisting of a fine porous powder) is injected and grows into polypropylene powder product.
The dense PP powder bed is circulated and well mixed by a vertical helical agitator. The reaction is exothermic, and cooling is achieved by evaporation of liquefied reactor gas, which is injected into the reactor. Flash evaporation of the liquid in the circulating polymer bed ensures the most efficient heat removal.
The polymer powder is discharged from the reactor(s) and separated from the gas in a degassing vessel at close to atmospheric pressure. Any unreacted monomer separated from the powder is compressed and either recycled or returned to the upstream olefins unit for recovery. The final degassing of the polymer is done in a purge vessel by flushing with nitrogen. The purge offgas is sent to a recovery system. Finally, using a twin-screw extruder equipped with a vacuum vent port the powder and required additives are converted into pellets, resulting in product with low VOC levels.


